



硫化制造技术要求:
1)安装硫化封头后:
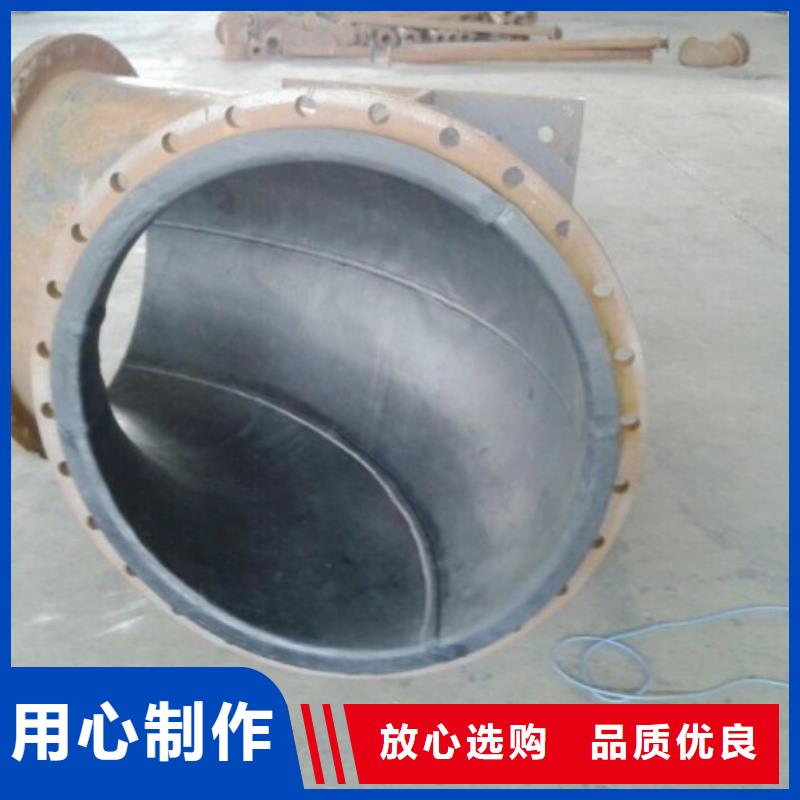
密封面的衬胶层及密封圈须用模压硫化工艺生产。不应有径向贯通划痕。
硫化封头密封性好,须能保压0.6MPa以上。
2)硫化三要素:
按照作业指导书规定时间、温度、压力硫化,硫化工作必须严格依照材料的硫化曲线进行操作。
3)内衬固化后:
固化橡胶检验和接收后,紧接着要进行修整。应当磨去瑕疵和表面杂质以得到光滑、规整的表面。
粘接强度硫化试样及检验:
为了质量控制之目的,应随同正在安装内衬的高压蒸气负载的管子准备一个衬有橡胶并且粘接同一批次生胶板,备用检测粘接强度。粘接强度大于12KN/m,检验方法按GB/T 15254-2014 《硫化橡胶与金属粘接180°剥离试验》的规定执行。
外防腐技术要求(根据甲方要求实施)
1)钢管外壁处理
钢材表面清除油污,采用喷砂除锈,达到Sa 2.5级(SSPC称近白级),Sa 2.5级正式名称为:“非常彻底的喷射或抛射除锈”,其定义为:钢材表面应无可见的油脂、污垢、氧化皮、铁锈和油漆涂层等附着物,任何残留的痕迹应仅是点状或条纹状的轻微色斑。
2)三油两布,定型胶、刷胶、缠带。
3)GB 50268和SY/T 0447的要求,对防腐层进行外观、厚度、漏点和粘结力检验。外观、厚度、漏点应在防腐层实干后、充分固化前检验,粘结力可在实干或固化后检验



凉山纵横机械制造有限公司先后引进了美国、德国、日本、澳大利亚等国家的先进技术和工艺,建立了先进的 衬塑管厂家生产线和现代化检测厂地,并成立了 衬塑管厂家研究团队。 公司以科学的管理方法,精益求精的制造工艺,勇于创新的制造理念迅速壮大成为中国 衬塑管厂家生产和出口厂地。



